
KFCRANES exports various lifting products to foreign countries, mainly clean room overhead crane, clean room jib crane, portable gantry crane, and intelligent crane. Welcome to contact us.
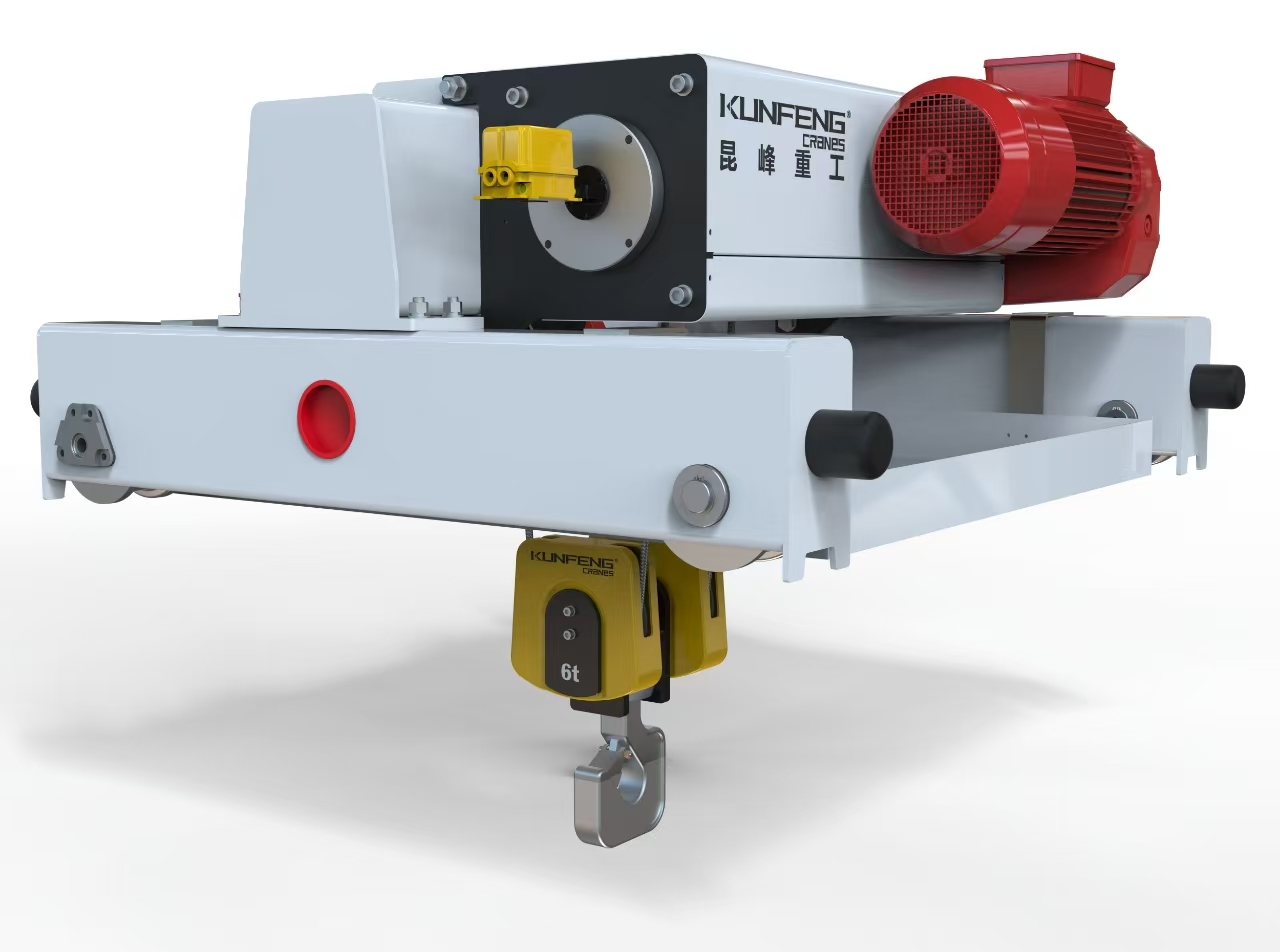
Electric Fiber Rope Hoist
Electric fiber rope hoist is a kind of lifting equipment which adopts electric drive system and high-strength synthetic fiber rope as sling, and is mainly used for lifting and handling materials.
Read More
12T Double Girder Cleanroom Overhead Crane
A 12-ton double girder cleanroom overhead crane is a specialized lifting equipment designed to operate in environments that require stringent cleanliness standards, such as pharmaceutical manufacturing, semiconductor fabrication, and medical device production facilities.
Read More
5T Adjustable Height Mobile Gantry Crane
The adjustable height mobile gantry crane achieves free height adjustment and rapid deployment in multiple scenarios through modular structure design and intelligent control system.
Read More
Food Grade Free Standing Jib Cranes
Food grade freestanding jib cranes are made of stainless steel and designed to meet the hygiene standards of the food industry. They provide efficient, safe and flexible material handling solutions and are widely used in food production lines and storage environments.
Read More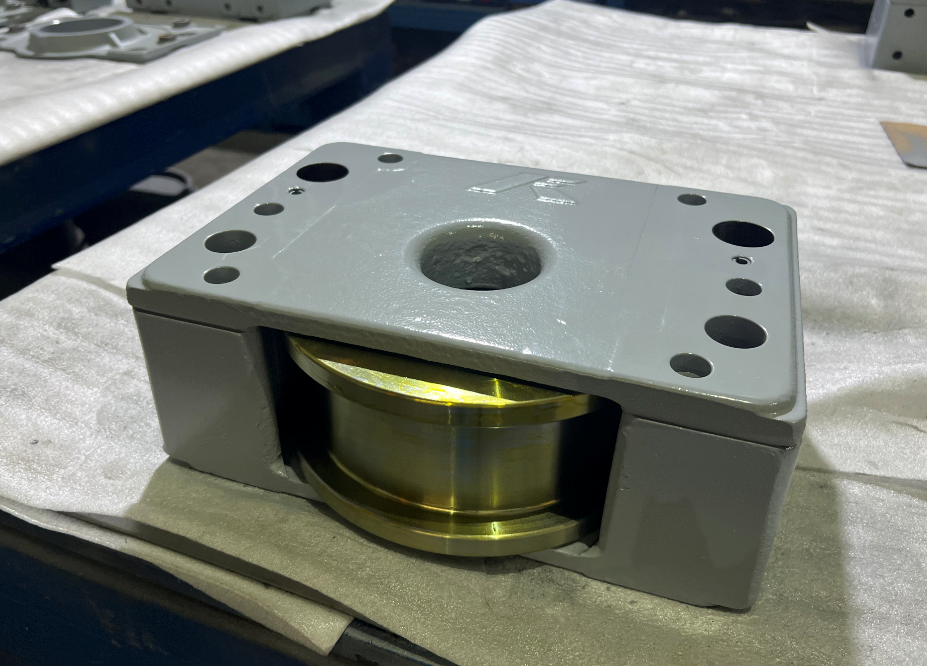
DRS 315 Drive Wheel Block
The DRS 315 drive wheel is a high-performance drive component designed for industrial automation equipment, heavy handling machinery and AGV (automatic guided vehicle).
Read More
Portable Trackless Mobile Gantry Crane
Portable trackless mobile gantry crane is a lightweight lifting equipment that does not require fixed tracks and can be flexibly moved. It is suitable for fast and efficient material handling in environments with limited space.
Read More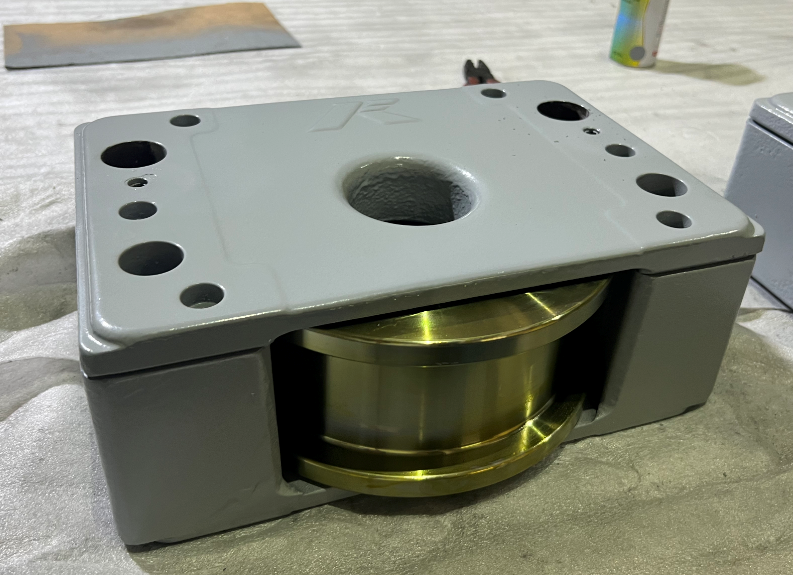
DRS 250 Wheel Block for Crane
DRS 250 wheel block for crane is a high-load wheel block system designed for heavy-duty cranes and is suitable for lifting equipment that requires efficient and stable material handling.
Read More
Aluminum Gantry Crane with Wire Rope Hoist
KUNFENG aluminum gantry crane combines a lightweight aluminum alloy structure with a powerful wire rope hoist system, designed for efficient handling of heavy objects.
Read More
Aluminum Folding Mobile Gantry Crane
The aluminum folding mobile gantry crane is a foldable and portable lifting equipment mainly made of high-strength aluminum alloy materials.
Read More


